Sculptural Skins
Digital fabrication comes into its own for creating precisely crafted, complex building envelopes, even on larger projects.


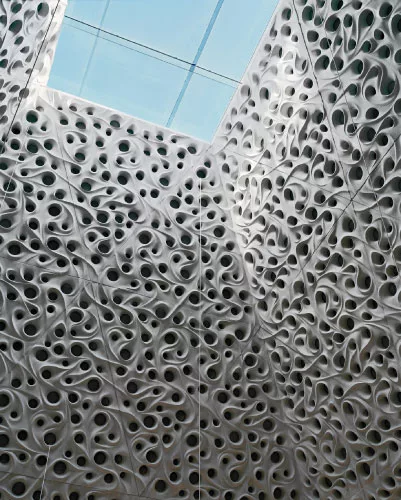









Set against the building's classical main facade and a Minimalist addition of stark white interiors and austere new building faces, the highly ornamental panels of the courtrooms are a surprise. “The concept for these spaces was to create a hidden jewel in the center of the building,” says Gramazio & Kohler project leader Sarah Schneider. But beyond aesthetic considerations, the panels serve important visual and acoustical functions, reflecting light from the single central skylight above each of the four rooms and ensuring that proceedings within the courtrooms are audible. “Acoustical engineers had already determined that the panels required 20 percent perforation, and Bearth & Deplazes came to us with a very organic design idea of what they could look like,” recalls Schneider.
While those initial design sketches and plaster mock-ups were done by hand, Gramazio & Kohler's office developed the final design for the panels and their overall layout on the computer. Early 3-D prints on a small scale were made to understand how the swirling texture on the surface of the panels would flow around the perforations, and what kind of shadows it would cast. “The most important thing from an aesthetic point of view was to create a continuous pattern and ensure the panel edges were hidden to produce a homogeneous surface,” says Schneider.
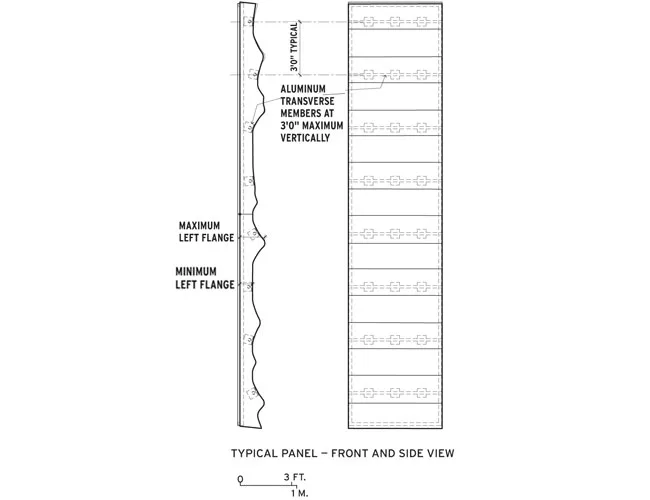
Using Rhinoceros, a 3-D-modeling software program more commonly known as “Rhino,” particularly useful for designs that feature free-form curves, the team resolved several design challenges. These included determining the size of individual panels and the total number needed, how they would be connected, and where special corner conditions necessitated different geometries. In the process, they settled on a construction solution that involved fabricating a limited number of molds with computer numerical control (CNC) milling, a manufacturing method that, as its name suggests, relies on computers to control machine tools. These, in turn, would be used ultimately to produce 240 reinforced-concrete panels—60 per room—ranging from 13 square feet in the smaller courtroom and a press area to as big as 61 square feet in the largest courtroom.
“Because milling time is expensive, we needed to reduce the number of unique panels rather than mill all 240 of them,” Schneider explains. Each of the four rooms has three different types of panels, whose molds were milled nearby in Germany and brought to a facility outside Bellinzona that manufactures prefabricated-concrete elements.
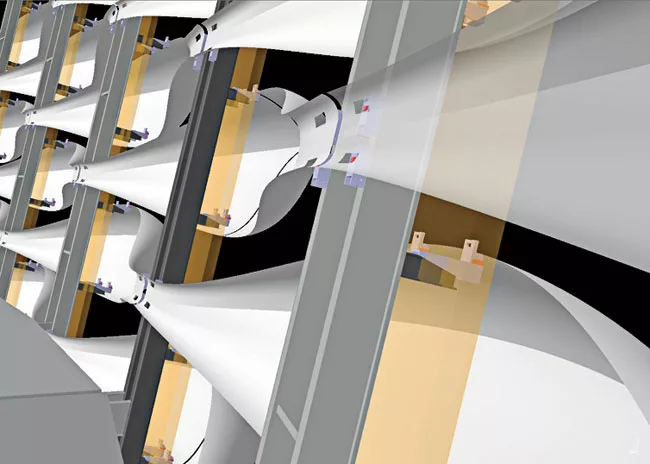
The off-site manufacturing process was very precise, but there was no visual control, as Schneider puts it, over the on-site installation of the precast panels. These were positioned in place behind a wood falsework that defined the ceilings' canted surfaces. Once the panels were secured, concrete structural beams that connected to them were poured. “We only got to see how it looked once the wood was removed,” says Schneider. The results however, were just as designed, with tolerances between panels of less than ' of an inch.
Though Gramazio & Kohler kept the number of unique panels to a dozen to reduce milling expenses, a custom-fabrication shop in the U.S. has devised a cost-effective plan to produce over 700 unique panels for what is one of the largest and most significant digitally fabricated building projects to date—the main facade of the San Francisco Museum of Modern Art (SFMOMA) expansion by New York' and Oslo-based Sn'hetta.
Sn'hetta was selected in 2010 as the architect for SFMOMA's approximately 225,000-square-foot addition from a shortlist that included Adjaye Associates, Diller Scofidio + Renfro, and Foster + Partners, unveiling a preliminary design nearly a year later. The long, narrow building, slated to open in early 2016, runs along the back of Mario Botta's iconic brick museum pile from 1995. As Sn'hetta developed the design in building information modeling (BIM) program Revit and with a series of handmade models, the bowing facade—which cantilevers 25 feet at its widest point, primarily over a new entry—took on a rippled appearance, inspired in part by the fluidity of the nearby coastline, but also by the PacBell Building directly behind it. Designed by Miller and Pflueger and completed in 1925, the Art Deco office tower composed mostly of terra-cotta and traces of stone, has many qualities similar to the addition's facade, according to Sn'hetta founding partner Craig Dykers. “It appears to move a lot, and catches light in different ways,” he says. “It feels substantial, and is made of big, heavy monolithic elements.” Dykers's building, on the other hand, needed to be as light as possible, even if the panels averaged 5 feet wide by 26 feet long. “We knew we had to develop a wall system that would be economical but provide variety.”
Enter Kreysler & Associates. Located in the Napa Valley, 35 miles northeast of San Francisco, the custom fabricator has been leading the way in the use of composite materials in construction, working with artists and architects on large sculptural works, acoustic surfaces, facade panels, and replicas of historic building elements for restoration projects. SFMOMA, however, is its biggest project to date.
It also represents an achievement in material advancement. For the project, Kreysler developed Fireshield 285, a glass fiber reinforced polymer (GFRP) with a cementitious aggregate that achieved compliance with the National Fire Protection Association's 285—a standard that establishes fire-resistance requirements for exterior non-load-bearing wall assemblies. “The main barrier in the use of composites for construction in this country has been the strict fire codes,” explains Bill Kreysler, a former boatbuilder who had been using the synthetic materials in that capacity for decades. Though other composites would have complied, the new Fireshield panels have the advantage of being extremely light.
To cover over 75,000 square feet of facade with the material without repeating a panel, Kreysler made hundreds of unique molds out of digitally cut expanded polystyrene foam. “It's perfect for two reasons,” he says. “It's very inexpensive, and the shavings and used molds can be returned to the maker to be recycled.”
Now under construction, the large sculptural panels, already attached to their aluminum frame, are beginning to be installed one floor at a time on the entire 200-foot-tall east facade and small portions of adjacent faces. “Engineers didn't think they'd be able to use a unitized curtain wall system if we had gone with glass fiber reinforced concrete or ductal concrete, because those materials are heavy,” recalls Kreysler. “But at 3 to 4 pounds per square foot, our material is lightweight enough to be attached to a unitized system, which is extremely cost-effective, since it requires much less steel.”
The ¼-inch-thick GFRP panels are lightweight but also extremely resilient. “The biggest fear was how durable it would be,” Dykers admits. “At a visit to see the mock-up, I picked up the biggest rock I could find, and I just hurled it at it, and it didn't make a mark.” The panels resisted more formal subsequent tests with a sledgehammer. Their complex curves also give them greater stiffness, though with a ¾- inch gap between panels, the facade is designed so that all its pieces move together in a seismic event.
The curtain wall assembly, which includes the wavy rainscreen panels in front of a weatherproof enclosure, was developed with facade engineering and curtain wall'design company Enclos; these components are being put together at a warehouse outside San Francisco and delivered to the site as construction progresses. With no storage on the tight urban lot, digital fabrication and the off-site manufacturing offered a clear advantage. But in this case, the human element is not lost. The final step to smooth out the surfaces was done by hand, because a last pass on the computer would have been too time-consuming and expensive. “People think craftsmanship is lost in digital fabrication, but that's not true,” Kreysler says. “It just shifts in emphasis.”
Craftsmanship, or the lack of it, was a major consideration for Kansas City'based 360 Architecture when designing the marquis venue for Basrah Sport City in Iraq, completed last year. “We didn't set out to do a digitally fabricated facade,” explains project designer Ryan Gedney. “But it became clear that the construction quality in Iraq and the capabilities of the contractor—who had no experience doing stadiums—weren't sufficient to execute the structure as we would expect.” Digital fabrication filled that gap.
The architects targeted fabricators with experience doing large-scale architectural projects, though there are only a handful throughout the world. They found BFG, a composites facility in nearby Bahrain that, like Kreysler, started out in the boating industry and moved into producing composites for building construction—in this case, mostly domes for mosques.
Thornton Tomasetti was already on board as the project's structural engineer and subsequently took on the engineering of the facade, whose design features large boat-shaped panels that interlace with structural steel columns covered with more delicate-looking steel shrouds evoking traditional Middle Eastern mashrabiya screens. The combination produces a permeable building skin for the 65,000-seat multipurpose facility designed to FIFA soccer guidelines and international track-and-field standards.
Both the engineer and the panel fabricator used the aerospace engineering and fabrication software CATIA. “There's a high level of control over curvature in CATIA, especially in manipulating tangencies between neighboring panels,” says Jonatan Schumacher, director of Thornton Tomasetti's CORE (Computation Research) Studio, based in New York. “And it was definitely a plus that BFG used it too.”
One downside, however, was fabrication time. Originally designed to incorporate 10 unique molds for the varying panel sizes and geometries, the designers had to lower that number to five, since each mold would take up to five months to produce, one at a time. A negative mold was CNC-milled in medium density fiberboard (MDF), and then a positive mold was made by laying polyester resin over the fiberboard shape. The positive was used—and reused—to produce the GFRP panels.
Despite the limited number of unique molds, the digital model revealed that more than 50 different configurations of panel connections would be required. Moreover, with some panels as much as 100 feet long, and the decision to deliver them by land via Bahrain, Saudi Arabia, and Kuwait rather than by sea, panels had to be cut in half to fit onto trucks, leading to the need for additional on-site connections. The steel—which was digitally fabricated elsewhere using Tekla, a structural-detailing software, and information that was custom-exported from CATIA—was delivered to the site ready to assemble, with brackets already welded into place. Despite the inexperienced labor force and the precarious conditions of a war-torn area that required engaging a security agency for site visits, the precision of digital fabrication made the task of connecting all the pieces of the puzzle a little less daunting. According to Gedney, “That was the easy part.”
People |
Products |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






